Ordem de Aperto de Parafusos em Flanges: Por que a Sequência Correta é Fundamental?
A ordem de aperto de parafusos e porcas em flanges é um dos procedimentos mais importantes na montagem de conexões industriais, tubulações, vasos de pressão e equipamentos que operam sob pressão. Seguir a sequência correta evita vazamentos, garante a integridade da junta e prolonga a vida útil do sistema.
Neste artigo, explicamos a importância da ordem de aperto, as sequências mais utilizadas, o passo a passo recomendado e as consequências de uma montagem incorreta.
Imagem de referência para flange de 4 furos

| Sequência |
|---|
| 1-2 |
| 3-4 |
| 1 | 2 | 3 | 4 |
Imagem de referência para flange de 8 furos

| Sequência |
|---|
| 1-2 |
| 3-4 |
| 5-6 |
| 7-8 |
| 1 | 5 | 3 | 7 | 2 | 6 | 4 | 8 |
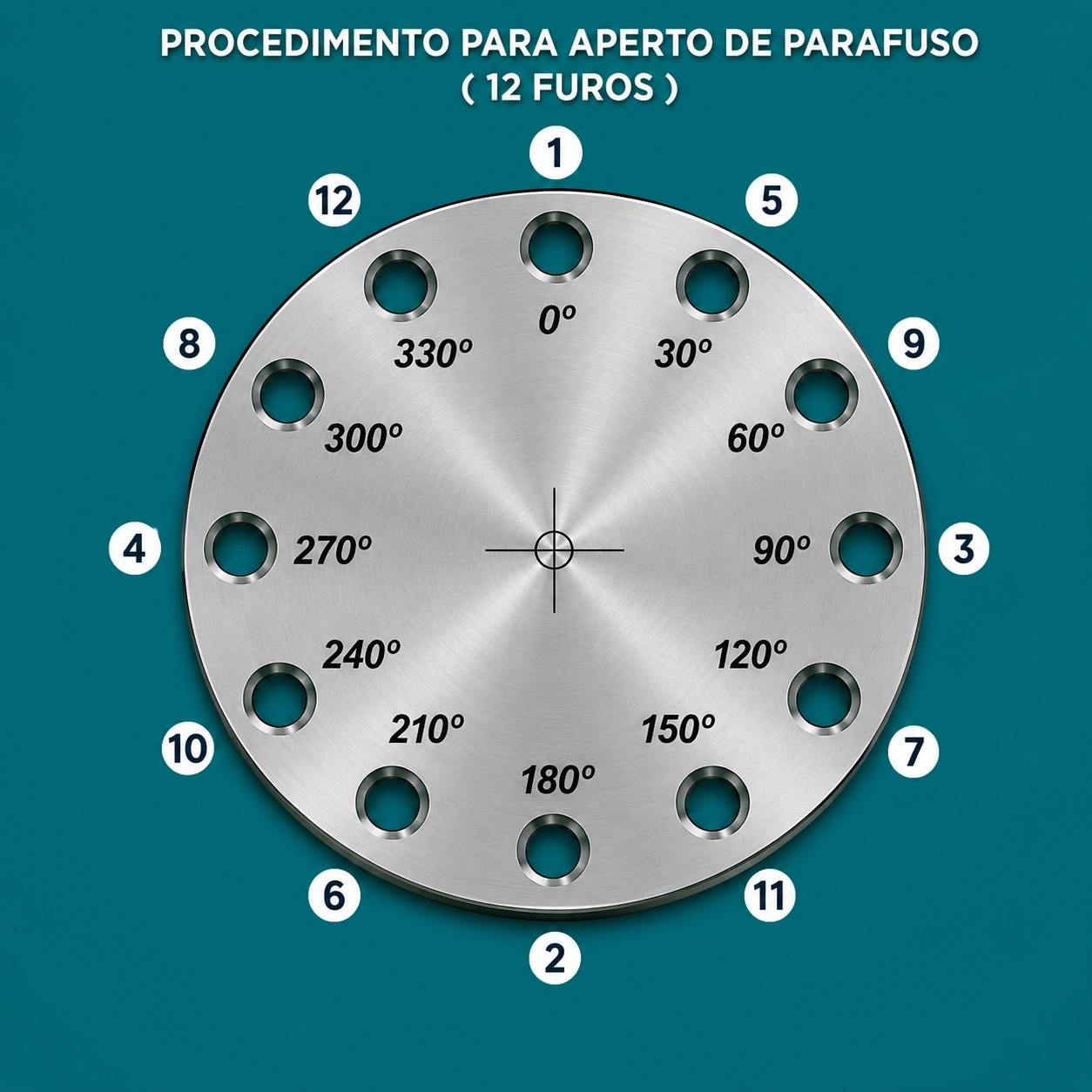
Imagem de referência para flange de 12 furos
| Sequência |
|---|
| 1-2 |
| 3-4 |
| 5-6 |
| 7-8 |
| 9-10 |
| 11-12 |
| 1 | 5 | 9 | 3 | 7 | 11 | 2 | 6 | 10 | 4 | 8 | 12 |
Imagem de referência para flange de 16 furos

| Sequência |
|---|
| 1-2 |
| 3-4 |
| 5-6 |
| 7-8 |
| 9-10 |
| 11-12 |
| 13-14 |
| 15-16 |
| 1 | 9 | 5 | 13 | 3 | 11 | 7 | 15 |
| 2 | 10 | 6 | 14 | 4 | 12 | 8 | 16 |
Imagem de referência para flange de 20 furos

| Sequência |
|---|
| 1-2 |
| 3-4 |
| 5-6 |
| 7-8 |
| 9-10 |
| 11-12 |
| 13-14 |
| 15-16 |
| 17-18 |
| 19-20 |
| 1 | 13 | 5 | 17 | 9 | 3 | 15 | 7 | 19 | 11 |
| 2 | 14 | 6 | 18 | 10 | 4 | 16 | 8 | 20 | 12 |
Por que a ordem de aperto dos parafusos em flanges é tão importante?
Quando os parafusos de um flange são apertados de forma aleatória ou sequencial em linha reta, a carga não é distribuída uniformemente sobre a gaxeta (junta). Isso pode causar:
- Deformação da gaxeta
- Vazamentos internos ou externos
- Danos ao flange, como encurvamento
- Sobrecarga em alguns parafusos e folga em outros
- Falhas prematuras em sistemas de alta pressão ou temperatura
A sequência correta permite que a compressão da gaxeta seja uniforme, mantendo a estanqueidade da conexão durante todo o ciclo de operação.
Sequências de aperto mais utilizadas em flanges
Existem dois padrões principais recomendados pela indústria:
1. Sequência em estrela (criss-cross) - mais recomendada
É o método padrão para a maioria dos flanges (ANSI, ASME, API). Os parafusos são apertados em diagonal, alternando lados opostos.
Exemplo para flange de 8 parafusos:
1-5 → 3-7 → 2-6 → 4-8
Exemplo para flange de 12 parafusos:
1-7 → 4-10 → 2-8 → 5-11 → 3-9 → 6-12
2. Sequência circular (sequential)
Usada apenas em flanges pequenos ou em procedimentos específicos. Não é recomendada para flanges grandes ou de alta pressão.
Passo a passo recomendado de aperto de flanges
Preparação
- Verifique alinhamento dos flanges
- Limpe as superfícies
- Posicione a gaxeta corretamente
- Lubrifique os parafusos e porcas quando permitido pelo projeto
Aperto em 3 ou 4 estágios
- 1º passe: 20-30% do torque final
- 2º passe: 50-60% do torque final
- 3º passe: 80-90% do torque final
- 4º passe: 100% do torque especificado, em sequência circular
Verificação final
Após 4-24 horas, dependendo do material da gaxeta, faça o re-torque em 100% do valor.
Benefícios de seguir a ordem correta de aperto
- Distribuição uniforme de carga na gaxeta
- Redução drástica de vazamentos
- Maior segurança operacional
- Conformidade com normas ASME PCC-1, API e similares
- Menor necessidade de manutenção corretiva
Ferramentas recomendadas
- Chaves de torque hidráulicas ou elétricas
- Torquímetros digitais
- Marcadores de posição dos parafusos
- Software de controle de torque em plantas críticas
Erros comuns na montagem de flanges
- Apertar em sequência linear, um ao lado do outro
- Aplicar torque total logo no primeiro passe
- Não respeitar o tempo de relaxamento da gaxeta
- Usar lubrificantes inadequados
- Ignorar o re-torque após aquecimento inicial
Conclusão: a ordem de aperto não é detalhe, é segurança
Investir tempo na correta ordem de aperto de parafusos e porcas em flanges é uma das medidas mais baratas e eficazes para evitar acidentes, paradas não programadas e prejuízos financeiros.
Dica final: sempre siga o procedimento de torque definido no plano de montagem do projeto ou pelas normas ASME PCC-1 (Guidelines for Pressure Boundary Bolted Flange Joint Assembly).